ISO國際版公差分析之2 標準公差值解析
文 ◆ 陳銘德 顧問
ISO國際公差配合規範中對尺寸公差值分 為20級,各級均賦予不同之數學關係式,惟 其中屬於量規精密區之3級(IT2、IT3、IT4)
並無數學公式可計算,但於規範中有交代如 何計算,而建構出成為20級之完整公差值 (帶)。
表1為ISO國際公差配合規範20級之標準 公差值,其中IT6~IT18呈現每5級大10倍之 關係,如第11級之標準公差值是第6級之10 倍,第12級之標準公差值第7級之10倍, 第18級之標準公差值為第13級之10倍,第 5級則為7倍公差基量。其餘較小尺寸之6 級其數學關係式IT01、IT0、IT1由下列關 係式計算,而IT2、IT3、IT4之公差值大小 則採取IT1與IT5間之幾何級數(geometrical progression)近似值。

因尺寸無窮多,國際規範將公稱尺寸分成適當範圍,取各範圍公稱尺寸二者之 幾何平均值為D,依公式或表1計算,即
可得標準公差值,或稱公差範圍。首先 IT01=0.3+0.008D,IT0=0.5+0.012D, IT1=0.8+0.020D,式中之D為公稱尺寸 Nominal size(mm)。IT5~T18之公差值 如表1所列,其中i=0.45D1/3+0.001D,i 為國際標準公差基量Standard tolerance unit(μ=0.001mm),適用於D≦500mm; 如D>500mm,則國際標準公差基量改為 I=0.004D+2.1。
例如公稱尺寸為60mm,則IT01~IT5之標 準公差計算分別為:公稱尺寸D=(50X80)1/2= 63.2456mm,因D≦500mm,代入國 際標準公差基量公式i=0.45D1/3+0.00 1D=045(63.2456)1/3+0.001(63.2456)= 1.8534µ,再代入國際標準公差之IT01= 0.3+0.008D=0.8060µ,取0.8µ。IT0= 0.5+0.012D=1.2589µ,取1.2µ。IT1= 0.8+0.020D=2.0649µ,取2µ。IT5=7i= 12.9801µ,取13µ。而IT2、IT3、IT4之公差 值大小係依規範所載幾何級數近似值意義,
首先計算IT3,取IT1級IT5之幾何平均,即 IT3=(IT1XIT5)1/2=5.1771µ,同理;再計算 IT2=(IT1XIT3)1/2=3.2696µ,最後計算IT4= (IT3XIT5)1/2=8.1975µ。再查標準公差實用 表,得IT01=0.8µ,IT0=1.2µ,IT1=2µ, IT2=3µ,IT3=5µ,IT4=8µ,IT5=13µ,分別 與計算數值相當符合。
至於後續IT6~IT18之標準公差值 可直接代入表1 之基量倍數即可, 例如IT6=10i=18.534µ,查表值為 19µ。IT7=16i=29.6544µ,取30µ。 IT8=25i=46.335µ,取46µ。IT9=40i=74.136
µ,取74µ。IT10=64i=118.6176µ, 取120µ。IT11=100i=185.34µ,取 190µ。IT12=160i=296.544µ,取300 µ。IT13=250i=463.35µ,取460µ。 IT14=400i=741.36µ,取740µ。 IT15=640i=1183.76µ,取1200µ。 IT16=1000i=1853.4µ,取1900µ。 IT17=1600i=2965.44µ,取3000µ。 IT18=2500i=4633.5µ,取4600µ。
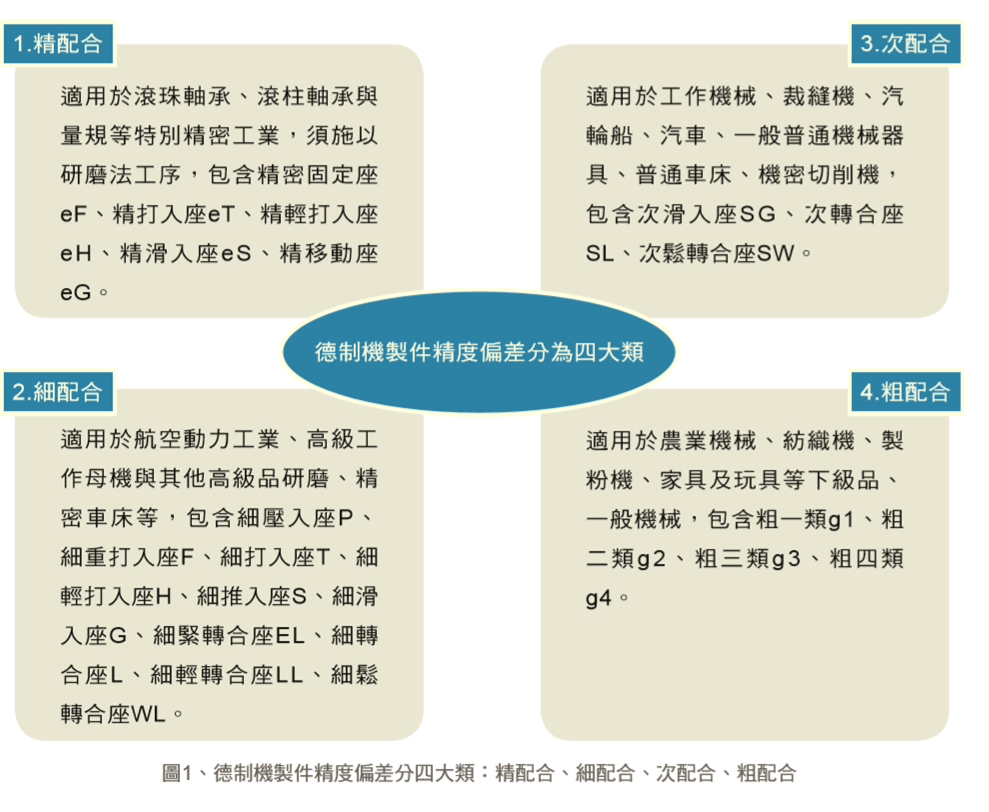
當公司接到歐洲訂單,原藍圖內公母配合 組件之上下偏差在ISO之28等則符號找不到 之情況,可能需再另外對照德制之精度配合符號,因ISO於1926年歐洲9國共同委請德國 標準協會彙整公差與偏差之規範,所以如查 到DIN ISO 286-1 & 286-2文獻號碼時,即為 此緣由,不必奇怪。德制機製件精度偏差分 為四大類(如圖1),涵蓋極廣行業品項,各 司其職,一次就對,效率極佳
訂單如來自美國,藍圖公母配之標註符 號與ISO四個字不一樣(先座別加級數,再 配合之座別與級數)而採三~四個字(先座別 後加上1~2個級數),1925、1947、1967頒 佈之Ba、B4.1公差配合規範,分為五等34 種配合,(1)轉動或滑動配合適用於配賦適 當間隙容留潤滑液,提供良好轉動滑動功 能,RC1~RC9,計9種。
(2)定位公隙配合 適用於如為餘隙配合讓機件有適當之鬆動,如干涉配合則產生適當之牢靠固定性質, LC1~LC11,計11種。
(3)定位過渡配合適用 於介於公隙與公緊配合之間,以精確位置為 目的,提供少量之公隙或公緊,LT1~LT6,計6種。
(4)定位公緊配合適用於主要以精確
位置為需求,機件須對準固定,屬輕壓配, LN1~LN3,計3種。
(5)壓入或收縮配合適用於功能需求壓入或冷縮熱套方式之配合,以 確保孔壁壓力,FN1~FN5,計5種。
訂單如來自日本,則公差配合標註符號與 ISO完全一致,採四個字。產品如只針對國 內行銷,則藍圖符號註解僅需依照CNS規範 即可通行,實際上完全與JIS及ISO一樣。
為擴大視野,代為設計加工,或產品欲行銷 國際市場,根本之道為需具備認識瞭解ISO之公差配合規範,才能使設計、製造加工、量測與組立各環節均可暢通,使用一致之語言,大幅省去試誤之資材、人力等浪費,尤其是更寶貴之時間成本,可滿足客戶期程需求,甚至提前交貨,而且品質穩定達標,提升被客戶之信賴依重,準備承接更多委製案,增加公司獲利。
圖文參考: 工具機與零組件雜誌